
ķććńö©µ¢░µ│╗µ│©ÕĪæµ£║ÕłČµłÉńÜäĶĮ”ÕēŹńü?
Õ£©µ▒ĮĶĮ”ŃĆüńģ¦µśÄÕÆīńö?sh©┤)ÕŁÉĶĪīõĖÜõĖŁ’╝īÕ»╝ÕģēõĮōńÜäÕ║öńö©ŁæŖµØźŁæŖÕżÜÕQ?
ńöūā║Äõ║¦ÕōüÕŻüÕÄÜĶŠāÕÄÜÕQīµłÉÕ×ŗÕ橵£¤ĶŠāķĢ┐’╝īÕøĀµŁżÕQīÕ»╝ÕģēõĮōńÜäńö¤õ║¦’╝īÕ»ęÄ(gu©®)│©ÕĪæµłÉÕ×ŗĶ«ŠÕżćõ╣¤µÅÉÕć║õ║åÕŠłķ½śńÜäĶ”üµ▒éÕQ?
ŌŚ?ķĆÜÕĖĖÕQīÕ»╝ÕģēõĮōķććńö©ķĆŵśÄµĀ?w©©i)Ķä鵳ÉÕ×ŗÕQīÕ”éPMMAŃĆüPCÕQłÕģēÕŁ”ńö©ķĆö’╝ēĮ{ē’╝īÕøĀµŁżÕQīĶ”üµ▒éµ│©ÕĪæµ£║ķććńö©ÕģēÕŁ”õĖōńö©Ķ×║µØåASSYśqøĶĪīÕĪæÕī¢ÕQīõ╗ź╝ŗ«õ┐ØńåöõĮōńÜäÕØćÕīĆõĖĆĶć▀_(d©ó)╝īÕÉīµŚČÕQīĶ┐śķ£ĆĶ”üN2µĖģµ¢ÖĶŻģńĮ«µØźµČłķÖżÕÅśĶē▓ńÄ░Ķ▒Ī’╝ø
ŌŚ?õĖ║ńĪ«õ┐Øõ±öÕōüÕż¢Ķ¦é’╝īńåöõĮōŗ╣üÕŖ©Ķ”üÕ▒éŗ╣üÕī¢ÕQīõ╗ÄĶĆīĶ”üµ▒éµ│©ÕĪæµ£║ĶāĮÕ«×ńÄ░ĶČģõĮÄÕ░äķƤµÄ¦Õłė×╝ø
ŌŚ?õĖ║ÕūIĶĪźµöČŠ~®ĶĆīÕ»╝Ķć┤ńÜäõĮōń¦»ÕÅśÕī¢ÕQīĶ”üµ▒éµ│©ÕĪæµ£║ĶāĮķĢ┐µŚēÖŚ┤õ┐ØÕÄŗÕQīĶāĮõ┐صīü“qČń▓Š╝ŗ«µÄ¦ÕłČÕÄŗÕŖø’╝ø
ŌŚ?õĖ║ķś▓µŁóõĮō┐U»ÕÅśÕī¢’╝īĶ”üµ▒éķććńö©ķ½śµēŁń¤®µŚŗĶĮ¼Ķ×║µØåµØźÕ«īÕģ©×«üķŚŁŗ╣ćÕÅŻÕQ?
ŌŚ?õĖ║µ╗ĪŁæ│ńāŁõ║żµŹóŃĆüõ┐صīüµ©ĪĶģöÕåģķā©ÕÄŗÕŖøńŁēĶ”üµ▒éÕQīµ│©ÕĪæµ£║śqśÕ┐ģÖÕšdģĘÕżćķöüµ©ĪÕŖøÕó×ÕÄŗÕŖ¤ĶāĮŃĆ?

µ¢░µ│╗MD350S7000Õģ©ńöĄ(sh©┤)ÕŖ©µ│©ÕĪæµ£║
ÕćŁÕƤķĢ┐µŚēÖŚ┤õ┐ØÕÄŗÕÆīĶČģõĮÄÕ░äķƤµÄ¦ÕłČńŁēõĖōÕł®µŖƵ£»’╝īµĀ¬Õ╝Åõ╝?x©¼)ńżŠµ¢░µ│╗µ£║µó░┐UæµŖƵĩÕć║ńÜäMD-LPŠpšdłŚÕģ©ńöĄ(sh©┤)ÕŖ©µ│©ÕĪæµ£║ÕQīõžō(f©┤)Õ»╝ÕģēõĮōńŁēŁæģÕÄÜÕŻüķā©õ╗ČńÜ䵳ÉÕ×ŗµÅÉõŠøõ║åµ£ēÕł®µØĪõ╗ČŃĆ?
õĖÄÕģČõ╗¢ńöĄ(sh©┤)ÕŖ©µ│©ÕĪæµ£║ńøĖµ»öÕQīµ¢░µ│╗LPÕQłķĢ┐µŚēÖŚ┤õ┐ØÕÄŗÕQēĶ¦äµĀ╝ńÜäµ│©ÕĪæµ£║’╝īÕÅ»õ╗źÕ«×ńÄ░ķÜŠõ╗źÕ«×ńÄ░ńÜäķĢ┐µŚēÖŚ┤õ┐ØÕÄŗµĢłµ×£ÕQīķØ×ÕĖöRĆéÕÉłµ│©ÕĪæµłÉÕ×ŗŁæģÕÄÜÕŻüńÜäķĆÅķĢ£ÕÆīÕ«╣ÕÖ©ŃĆ?
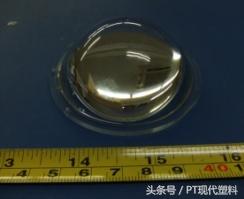
ķććńö©µ¢░µ│╗µ│©ÕĪæµ£║ÕłČµłÉńÜäŽå60mmķØ×ńÉāķØóķĆÅķĢ£

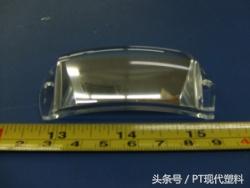
ķććńö©µ¢░µ│╗µ│©ÕĪæµ£║ÕłČµłÉńÜäLEDÕ»╝ÕģēõĮ?
µ»öÕ”éÕQīMD130S7000ŠpšdłŚõĖŁńÜäLPµĀćÕćåĶ¦äµĀ╝µ│©ÕĪæµ£║’╝īÕ£?35MPańÜäÕÄŗÕŖøõĖŗÕQīõ┐ØÕÄŗµŚČķŚ┤ķĢ┐ĶŠ?0sõ╗źõĖŖŃĆ?
Ķ»źµ£║ÕÅ»õ╗źÕ«×ńÄ░2┐UŹõ┐ØÕÄŗķƤÕ║”ÕłćµŹóÕQīĶĆīõĖöõ┐ØÕÄŗÕłćµŹóÕÆīõ┐ØÕÄŗÕĘźÕ║ÅÕÅ»õ╗źÕŹĢńŗ¼Ķ«ŠÕ«ÜŃĆ?
µŁżÕż¢ÕQīõĖĆŠpšdłŚõĖōÕł®µŖƵ£»’╝īõ╣¤õžō(f©┤)ŁæģÕÄÜÕŻüķā©õ╗ČńÜ䵳ÉÕ×ŗµÅÉõŠøõ║åµ£ēÕł®µØĪõ╗ė×╝Ü(x©¼)
Ōś?µ¢░µ│╗ńŗ¼µ£ēńÜäµī»ÕŖ©µÄ¦ÕłČµŖƵ£»H.P.VÕQłH.P.V.=Hold Pressure VibrationÕQīµ¢░µ│ųMĖōÕł®’╝ēÕQīĶāĮÕż¤Õ£©õ┐ØÕÄŗµŚė×╝ī׫åÕÄŗÕŖøĶ«ŠÕ«Üõžō(f©┤)ńø«µĀćÕĆ¹|╝īķĆÜĶ┐ć׫äÕć║ÕŹĢÕģāõĖŁµ╗ÜńÅĀõĖصØåńÜäŠlåÕŠ«ŃĆüÕÅŹÕżŹµŁŻÕÅŹĶØ{ÕŖ©õĮ£ÕQīÕ£©õĖĆÕ«ÜńÜä“qģÕ║”Õåģµ£ēµĢłÕ£░µÄ¦ÕłČµī»ÕŖ©ŃĆ?
õ┐ØÕÄŗµŚė×╝īµ╗ÜńÅĀõĖصØåõĖŹÕü£Õ£░µŚŗĶĮ¼’╝īµ╗ÜńÅĀĶĪ©ķØóµ▓╣Ķå£ĮEø_«ÜÕQīõ╗ÄĶĆīõ┐ØĶ»üõ║åõĖĆÕ«ÜńÜäµ£║µó░µĢłńÄćÕQīķÖŹõĮÄõ║åńöē|£║Ķ┤¤ĶØ▓ÕQīµ£ĆŠlłńĪ«õ┐Øõ║åķĢ┐µŚČķŚ┤õ┐ØÕÄŗŃĆ?
Ōś?µ¢░µ│╗ńŗ¼ÕłøńÜäĶČģõĮÄķƤÕī║Õ¤¤ÕłåĶ¦ŻÕŖ¤ĶāĮ’╝īÕÅ»õ╗źÕ«×ńÄ░0.01mm/sńÜäĶČģõĮÄķƤĶ«ŠÕ«Ü’╝īĶ«æų«ÜÕÅéµĢ░õĖÄÕ«×ķÖģµīćõ╗żÕĆ╝µ▓Īµ£ēÕĘ«Õ╝éŃĆéńē╣Õł½µś»Õ£?.1mm/sõ╗źõĖŗµŚė×╝īķƤÕ║”õ╣¤ĶāĮÕŠŚÕł░Š_äĪĪ«µÄ¦ÕłČŃĆ?
Ōś?µ¢░µ│╗ńŗ¼ÕłøńÜäBPF®ÕQłBalance Presser FillingÕQēÕØćĶĪĪÕÄŗÕŖøÕģģÕĪ½õĖōÕł®µŖƵ£»’╝īÕ£©õ╗ÄÕģģÕĪ½ÕŖ©õĮ£ÕłćµŹóÕłŅC┐ØÕÄŗÕŖ©õĮ£µŚČÕQīÕŻջ╣ÕÄŗÕŖøńÜäÕ«×ķÖģÕĆķgĖÄĶ«æų«ÜÕĆŲD┐øĶĪīµ»öĶŠā’╝ī“qēÖĆÜĶ┐ćĶ×║µØåńÜäÕēŹŃĆüÕÉĵĩĶ┐øµØźĶ┐øĶĪīõĖ╗ÕŖ©µÄ¦ÕłČŃĆ?
BPF®µŖƵ£»ÕŻջ╣Õ░äÕć║ÕŖ©õĮ£Ķ┐øĶĪīµÄ¦Õłė×╝ī׫äÕć║Ķ×║µØåÕ£©Ķ«ŠÕ«ÜõĮŹŠ|«Õü£µŁóÕŖ©õĮ£ŃĆéÕģĘõĮōńÜäµÄ¦ÕłČÕŖ©õĮ£µ”éĶ”üÕ”éõĖŗÕQ?
ŌŚ?ÕĘźÕ║Å1ÕQÜķĆÜÕĖĖÕŖ©õĮ£ÕQłķƤÕ║”µÄ¦ÕłČÕQŗõ┐ØÕÄŗµÄ¦Õłė×╝ēŃĆéÕģģÕĪ½ÕŖ©õĮ£’╝łķƤÕ║”µÄ¦ÕłČÕQēÕł░ĶŠŠV-PÕłćµŹóõĮŹńĮ«ÕÉÄ’╝īśqøÕģźõ┐ØÕÄŗÕŖ©õĮ£ÕQłõ┐ØÕÄŗµÄ¦Õłė×╝ēŃĆéĶ┐ÖµŚė×╝īĶ×║µØåõŠØµŹ«ÕģģÕĪ½ÕŖ©õĮ£ńÜäÕÄŗÕŖøÕÆīõ┐ØÕÄŗÕŖ©õĮ£ńÜäµīćõ╗żÕÄŗÕŖø’╝īõĖšdŖ©Õ£░Õ«×µ¢ĮÕēŹśqøµł¢ÕÉÄķĆĆÕŖ©õĮ£ÕQłµ¢░µ│╚ØÜäÕÄŗÕŖøÕÅŹķ”łµÄ¦ÕłČµŖƵ£»’╝ēŃĆ?
ŌŚ?ÕĘźÕ║Å2ÕQÜÕĮōV-PÕ£©ÕłćµŹóõĮŹŠ|«Õü£µŁóÕÉÄÕQīĶ┐øÕģźõ┐ØÕÄŗµÄ¦Õłė×╝łµ│©ÕĪæńÜäÕģ©ķā©ÕŖ©õĮ£õžō(f©┤)ÕQÜķƤÕ║”µÄ¦ÕłČÕQŗõĮŹŠ|«µÄ¦Õłė×╝ŗõ┐ØÕÄŗµÄ¦ÕłČÕQēŃĆéÕģģÕĪ½ÕŖ©õĮ£’╝łķƤÕ║”µÄ¦ÕłČÕQēÕł░ĶŠŠV-PÕłćµŹóõĮŹńĮ«ÕÉÄ’╝īĶ×║µØåÕü£µŁóÕŖ©õĮ£ÕQłõĮŹŠ|«µÄ¦Õłė×╝ēŃĆéÕü£µŁóµŚČķŚ┤ń╗ōµØ¤ÕÉÄÕQīĶ┐øÕģźõ┐ØÕÄŗÕŖ©õĮ£’╝łõ┐ØÕÄŗµÄ¦ÕłČÕQēŃĆéÕģģÕĪ½ÕÄŗÕŖøÕøĀĶ×║µØåÕł░ĶŠŠV-PÕłćµŹóõĮŹńĮ«Õü£µŁóÕŖ©õĮ£ÕQīÕÄŗÕŖøń╝ōŠ~ōÕćÅÕ╝▒ŃĆéĶ┐øÕģźõ┐ØÕÄŗÕŖ©õĮ£ÕÉÄÕQīµĀ╣µŹ«µīćõ╗żÕÄŗÕŖø’╝īĶ×║µØåÕēŹĶ┐øµł¢ÕÉÄķĆĆŃĆ?
ŌŚ?ÕĘźÕ║Å3ÕQ?V-PÕ£©ÕłćµŹóõĮŹŠ|«Õü£µŁóÕÉÄÕQīń涊lŁÕü£µŁó’╝łķƤÕ║”µÄ¦ÕłČÕQŗõĮŹŠ|«µÄ¦Õłė×╝ēŃĆéÕģģÕĪ½ÕŖ©õĮ£’╝łķƤÕ║”µÄ¦ÕłČÕQēÕł░ĶŠŠV-PÕłćµŹóõĮŹńĮ«ÕÉÄ’╝īµ│©ÕĪæÕŖ©õĮ£ŠlōµØ¤ÕQīĶ×║µØåÕü£µŁóÕŖ©õĮ£’╝łõĮŹńĮ«µÄ¦ÕłČÕQē’╝īõĖŹĶ┐øÕģźõ┐ØÕÄŗÕŖ©õĮ£ŃĆéÕ░äÕć║ÕÄŗÕŖøõĖĆńø┤õ┐صīüÕł░ÕģģÕĪ½ÕŖ©õĮ£ŠlōµØ¤õĖ║µŁóÕQīĶ×║µØåÕü£µŁó’╝īÕł░ĶŠŠV-PÕłćµŹóõĮŹńĮ«ÕÉÄń╝ōŠ~ōÕćÅÕ╝▒ŃĆéõĖŹÕ«×µ¢Įõ┐ØÕÄŗÕŖ©õĮ£ÕQīĶ×║µØåÕ£©V-PÕłćµŹóõĮŹńĮ«õ┐صīüÕü£µŁóńŖȵĆüŃĆ?
µĆųM╣ŗÕQīµ¢░µ│╚ØÜäBPF®µÄ¦ÕłČµŖƵ£»’╝īķĆÜĶ┐ćÕģģÕĪ½ÕŖ©õĮ£ĶĆīÕ«×ńÄŅC║åÕ»ęÄ(gu©®)©ĪÕåģÕŃ^ĶĪĪµĆ¦ńÜäĶ░āµĢ┤ŃĆéÕĮōV-PÕłćµŹóõĮŹńĮ«ÕÉÄ’╝īĶ×║µØåÕēŹń½»ńÜäµĀæ(w©©i)ĶäéÕÄŗŠ~®ÕŖøÕQīÕ£©ÕģģÕĪ½µ£½µ£¤Õ£©µ©ĪĶģöÕåģÕŠŚÕł░õ║åńüĄŗzšd║öńö©ŃĆ?
Õ¤▐Z║ÄõĖŖĶ┐░õ╝śÕŖ┐ÕQīµ¢░µ│╚ØÜäŁæģÕÄÜÕŻüµ│©ÕĪæµłÉÕ×ŗµŖƵ£»ÕÅ»ńö¤õ±öÕQ?
ŌŚ?µ▒ĮĶ×RńÜäÕēŹńü»ķĆÅķĢ£ŃĆüÕłČÕŖ©ńü»Õ»╝ÕģēõĮōŃĆüĶ×RÕåģńģ¦µśÄńü»ķź░Õ»╝ÕģēõĮōŃĆüĶ×RµĀćÕÆīÕåģŃĆüÕż¢ķźŅCÜgÕQłķØ×ķĆŵśÄÕQēńŁēÕQ?
ŌŚ?ÕĮ▒Õāŵ£║ńÜäµŖĢÕ¬äķĆÅķĢ£ŃĆüµČ▓µÖČĶāīÕģēńü»Õ»╝ÕģēµØ┐ÕÆīµĪåõĮōĮ{ē’╝ø
ŌŚ?ÕģēÕŁ”ķóåÕ¤¤ńÜäĶÅ▒ķĢ£ÕÆīµöæųż¦ķĢ£ńŁēŃĆ?

ķććńö©µ¢░µ│╗µ│©ÕĪæµ£║ÕłČµłÉńÜä50m×50mm×50mmńÜäķĆÅķĢ£
ķććńö©µ¢░µ│╗µ│©ÕĪæµ£║ÕłČµłÉńÜä50mm×50mm×50mmńÜäķĆÅķĢ£

ķććńö©µ¢░µ│╗µ│©ÕĪæµ£║ÕłČµłÉńÜäLEDÕ»╝ÕģēµØ?